

产品分类: 1000吨液压机
产品简介:热压碳纤维1000吨四柱液压机
订购热线:18306370978
热压碳纤维1000吨四柱液压机机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速的行程和范围,均可根据工艺需要进行调整,并能完成顶出工艺,可带顶出工艺、拉伸工艺三种工艺方式,每种工艺又为定压,定程两种工艺动作供选择,定压成型工艺在压制后具有顶出延时及自动回程。
山东威力重工四柱液压机独立的动力组织和电气系统,并选用按钮集中控制,可完成调整和半自动两种操作方法 。它的挪动作业台由变频控制器驱动,其电气选用世界领先的PLC可编程控制器。 该系列液压机的自动化程度,进步出产功率,下降操作人员的劳动强度。

1000吨四柱液压机用于碳纤维成型
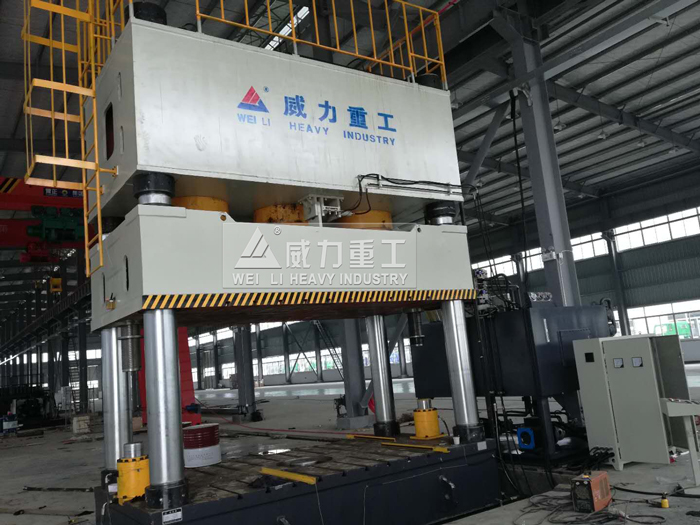
山东威力重工碳纤维热压液压机
热压碳纤维1000吨四柱液压机的特点:
1.主机采用机身、主缸、冲程限制装置、润滑装置、液压动力系统和电气系统三梁四柱垂直结构,机身由上梁、滑块、工作台、柱、锁母、导套等组成。
2.上梁、导轨滑块和操作台由全部45个刚度好的铸钢锻造。
3.主柱采用45号园钢生产制造,经不锈钢解决,确保不容易锈蚀。滑套(板)采用耐磨铸铁生产制造,置入防腐蚀原材料避免圆柱体支撑力,具备优良的防水层工作能力,磨擦副的润滑采用手摇式柴油泵。
4.液压油缸为活塞机构造,缸体关键密封性挑选能防止衰老密封性的国家标准密封性,缸体挑选45#次磨管,内螺纹表面粗糙度好,大中型缸体选用45#锻钢原材料,柱塞泵为45#园钢,表面不锈钢解决,即具备防锈处理和耐磨性能。
5.液压机管路选用冷拔无缝钢管,历经电焊焊接、打磨抛光、挑拣、中合、磷化处理、清理、干吹、油等工艺流程开展安裝,管路布局清楚、齐整、髙压管路弯折半经规范,空调管具备显著的色调差别,便于维护保养,直徑超过25口,降低渗油安全事故。

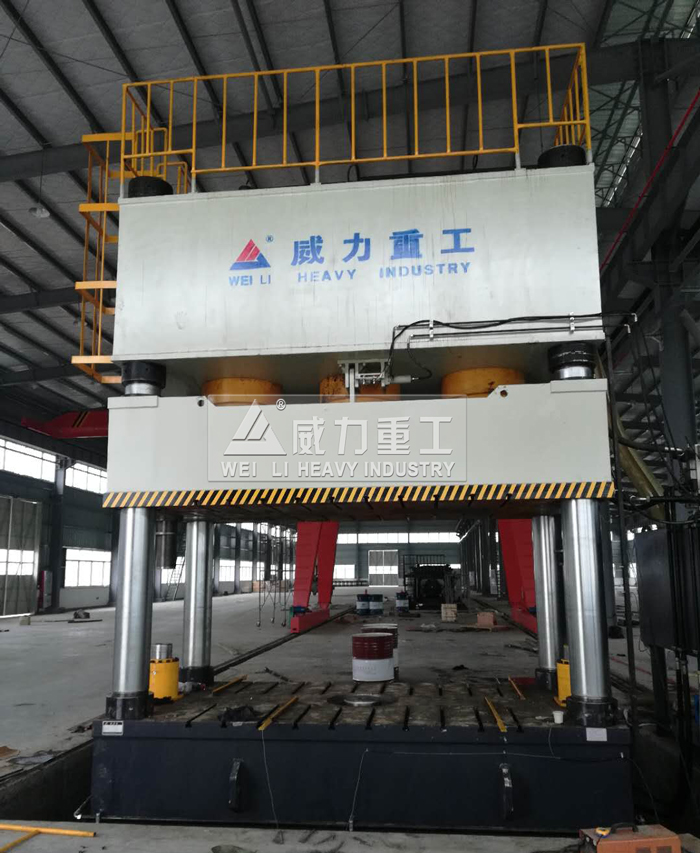
1000吨四柱液压机配置细节
Y32系列热压碳纤维1000吨四柱液压机,适用于拉伸、弯曲、成型、落料、翻边等工艺,适用于洗衣机、电动机、汽车电机、空调电机、微型电机、伺服电机、车轮制造、减震器、摩托车、汽车行业。可根据客户要求定制油缸行程、设备开口高度、设备吨位、设备工作台面大小、工作速度等。
计算机优化结构设计,机身可采用框架式或四柱式结构。框架式拉杆预紧结构,精度高、附性好,四角八面导轨,导向精度高,抗偏载能力强;四柱式结构简单,经济,实用;进口材料油缸密封元件,可靠性高、实用寿命长;移动工作台,方便模具更换;拉深,压边滑块可通过定位销联为一体,实现单动工艺动作;机,电,液一体化安全装置,如油缸下腔支承回路,油缸上下腔互锁回路等安全优越;进口PLC控制,工作灵敏可靠安全。
热压碳纤维1000吨四柱液压机碳纤维成型工艺也称为模压成型。将冲压后的碳纤维复合材料半成品预先放入模具,然后加热加压使其成型固化的成型方式。其中,热压前的成型坯料是能否实现快速制造的关键。近年来,预浸料因具有精确的纤维、树脂配比而被越来越广泛的应用。而PCM成型工艺作为一种理想的碳纤维复合材料罐外热压工艺,不仅能够大幅缩短成型周期、提高生产效率,具有制品尺寸精度高、表面光洁度好、生产成本相对较低、容易实现复杂结构件的一次成型等特点,同时,由于制品内纤维取向性好,因此制品的强度、刚度相对较高,已成为碳纤维复合材料的重要成型工艺。

模压成型工艺是复合材料生产中最古老而又富有无限活力的一种成型方法。它是将一定量的预混料或预浸料加入金属对模内,经加热、加压固化成型的方法。模压成型工艺的主要优点有生产效率高,便于实现专业化和自动化生产和产品尺寸精度高,重复性好等,并且能一次成型结构复杂的制品,可以批量生产,价格相对低廉。
下面为大家介绍碳纤维模压成型工艺的步骤:
1、嵌件放置
嵌件一般由金属制成,可对制品起增强作用,使用嵌件的制品力学性能提高较大。也有的是为了给制品赋予导电、导热特性或者其他功能特性而加入嵌体。嵌件放置前,进行预热为佳。
通常是用手放置嵌件,放置位置要准确、稳定,若是小型嵌件亦可用钳子或镊子安装。一件制品可以用一个嵌件,也可放置几种不同的嵌件,其位置不得放错,不得歪斜,一定要使嵌件稳定,必要时应加以固定,防止位移或脱掉,否则达不到使用嵌件的目的,反而会造成制品的报废,甚至会损害模具。
2、加料
加料量的精确度会直接影响制品的尺寸与密度,应严格加以定量,将物料均匀地加入型模槽中。定量加料法有:重量法、计数法和容量法。重量法准确但较麻烦,多用于尺寸要求精确和难以用容量法加料的物料,如碎屑状、纤维状物料。容量法不如重量法准确,但操作方便,一般用于粉料计量。计数法只用于预压物料加料。
3、合模
合模分为两步,凸模未接触物料前,需低压(1。5—3。0MPa)快速,这样,可以缩短周期和避免塑料发生变化,当凸模接触物料之后,应开始放慢闭模速度,改用高压(15-30MPa)慢速,以免损坏嵌件、并使模内空气排出。
4、排气
为了排除模内空气、水气及挥发物,在模具闭合后,有的还需要将模具开启一段时间,这个过程称为排气。排气操作应力求迅速,一定要在物料尚未塑化时完成。否则物料硬化而失去可塑性,此时即使打开模具也排不了气,即使提高温度和压力也不可能得到理想的制品。排气可以缩短固化时间,而且能提高制品的力学性能和电性能。
5、固化
物料从流动态变成坚硬的不熔不溶状态的过程称为热固性树脂的固化。固化速度的快慢取决于树脂中低相对分子质量组成向高相对分子质量产物转化的速率,即固化速度与树脂的分子结构有关。
6、保压时间
树脂在模内固化的过程始终处于高温和高压之下,从开始升温、加压、到固化至降温降压所需要的时间称为保压时间。保压时间实质上就是保持温度和压力的时间,它与固化速度完全一致,保压时间过短,即过早地降温降压,会导致树脂固化不完全,降低制品的力学性能和电性能以及耐热性能。同时制品在脱模后会继续收缩而出现翘曲现象。
7、脱模
脱模通常是靠顶(出)杆来完成的,带有成型杆或某些嵌件的制品应先用专门的工具将成型杆等拧脱,而后再进行脱模。
8、清理模具
由于模压时可能在模具里留有一些残存的物料及掉入飞边,所以每次模压后必须将模具清理干净,如果模具上附着物太牢可以用铜片清理,也可用抛光剂拭刷等,清理后涂上脱模剂以便进行下一次模压。
加工碳纤维材料1000吨四柱液压机

热压碳纤维1000吨四柱液压机机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速的行程和范围,均可根据工艺需要进行调整,并能完成顶出工艺,可带顶出工艺、拉伸工艺三种工艺方式,每种工艺又为定压,定程两种工艺动作供选择,定压成型工艺在压制后具有顶出延时及自动回程。
山东威力重工四柱液压机独立的动力组织和电气系统,并选用按钮集中控制,可完成调整和半自动两种操作方法 。它的挪动作业台由变频控制器驱动,其电气选用世界领先的PLC可编程控制器。 该系列液压机的自动化程度,进步出产功率,下降操作人员的劳动强度。
1000吨四柱液压机用于碳纤维成型
山东威力重工碳纤维热压液压机
热压碳纤维1000吨四柱液压机的特点:
1.主机采用机身、主缸、冲程限制装置、润滑装置、液压动力系统和电气系统三梁四柱垂直结构,机身由上梁、滑块、工作台、柱、锁母、导套等组成。
2.上梁、导轨滑块和操作台由全部45个刚度好的铸钢锻造。
3.主柱采用45号园钢生产制造,经不锈钢解决,确保不容易锈蚀。滑套(板)采用耐磨铸铁生产制造,置入防腐蚀原材料避免圆柱体支撑力,具备优良的防水层工作能力,磨擦副的润滑采用手摇式柴油泵。
4.液压油缸为活塞机构造,缸体关键密封性挑选能防止衰老密封性的国家标准密封性,缸体挑选45#次磨管,内螺纹表面粗糙度好,大中型缸体选用45#锻钢原材料,柱塞泵为45#园钢,表面不锈钢解决,即具备防锈处理和耐磨性能。
5.液压机管路选用冷拔无缝钢管,历经电焊焊接、打磨抛光、挑拣、中合、磷化处理、清理、干吹、油等工艺流程开展安裝,管路布局清楚、齐整、髙压管路弯折半经规范,空调管具备显著的色调差别,便于维护保养,直徑超过25口,降低渗油安全事故。
1000吨四柱液压机配置细节
Y32系列热压碳纤维1000吨四柱液压机,适用于拉伸、弯曲、成型、落料、翻边等工艺,适用于洗衣机、电动机、汽车电机、空调电机、微型电机、伺服电机、车轮制造、减震器、摩托车、汽车行业。可根据客户要求定制油缸行程、设备开口高度、设备吨位、设备工作台面大小、工作速度等。
计算机优化结构设计,机身可采用框架式或四柱式结构。框架式拉杆预紧结构,精度高、附性好,四角八面导轨,导向精度高,抗偏载能力强;四柱式结构简单,经济,实用;进口材料油缸密封元件,可靠性高、实用寿命长;移动工作台,方便模具更换;拉深,压边滑块可通过定位销联为一体,实现单动工艺动作;机,电,液一体化安全装置,如油缸下腔支承回路,油缸上下腔互锁回路等安全优越;进口PLC控制,工作灵敏可靠安全。
热压碳纤维1000吨四柱液压机碳纤维成型工艺也称为模压成型。将冲压后的碳纤维复合材料半成品预先放入模具,然后加热加压使其成型固化的成型方式。其中,热压前的成型坯料是能否实现快速制造的关键。近年来,预浸料因具有精确的纤维、树脂配比而被越来越广泛的应用。而PCM成型工艺作为一种理想的碳纤维复合材料罐外热压工艺,不仅能够大幅缩短成型周期、提高生产效率,具有制品尺寸精度高、表面光洁度好、生产成本相对较低、容易实现复杂结构件的一次成型等特点,同时,由于制品内纤维取向性好,因此制品的强度、刚度相对较高,已成为碳纤维复合材料的重要成型工艺。
模压成型工艺是复合材料生产中最古老而又富有无限活力的一种成型方法。它是将一定量的预混料或预浸料加入金属对模内,经加热、加压固化成型的方法。模压成型工艺的主要优点有生产效率高,便于实现专业化和自动化生产和产品尺寸精度高,重复性好等,并且能一次成型结构复杂的制品,可以批量生产,价格相对低廉。
下面为大家介绍碳纤维模压成型工艺的步骤:
1、嵌件放置
嵌件一般由金属制成,可对制品起增强作用,使用嵌件的制品力学性能提高较大。也有的是为了给制品赋予导电、导热特性或者其他功能特性而加入嵌体。嵌件放置前,进行预热为佳。
通常是用手放置嵌件,放置位置要准确、稳定,若是小型嵌件亦可用钳子或镊子安装。一件制品可以用一个嵌件,也可放置几种不同的嵌件,其位置不得放错,不得歪斜,一定要使嵌件稳定,必要时应加以固定,防止位移或脱掉,否则达不到使用嵌件的目的,反而会造成制品的报废,甚至会损害模具。
2、加料
加料量的精确度会直接影响制品的尺寸与密度,应严格加以定量,将物料均匀地加入型模槽中。定量加料法有:重量法、计数法和容量法。重量法准确但较麻烦,多用于尺寸要求精确和难以用容量法加料的物料,如碎屑状、纤维状物料。容量法不如重量法准确,但操作方便,一般用于粉料计量。计数法只用于预压物料加料。
3、合模
合模分为两步,凸模未接触物料前,需低压(1。5—3。0MPa)快速,这样,可以缩短周期和避免塑料发生变化,当凸模接触物料之后,应开始放慢闭模速度,改用高压(15-30MPa)慢速,以免损坏嵌件、并使模内空气排出。
4、排气
为了排除模内空气、水气及挥发物,在模具闭合后,有的还需要将模具开启一段时间,这个过程称为排气。排气操作应力求迅速,一定要在物料尚未塑化时完成。否则物料硬化而失去可塑性,此时即使打开模具也排不了气,即使提高温度和压力也不可能得到理想的制品。排气可以缩短固化时间,而且能提高制品的力学性能和电性能。
5、固化
物料从流动态变成坚硬的不熔不溶状态的过程称为热固性树脂的固化。固化速度的快慢取决于树脂中低相对分子质量组成向高相对分子质量产物转化的速率,即固化速度与树脂的分子结构有关。
6、保压时间
树脂在模内固化的过程始终处于高温和高压之下,从开始升温、加压、到固化至降温降压所需要的时间称为保压时间。保压时间实质上就是保持温度和压力的时间,它与固化速度完全一致,保压时间过短,即过早地降温降压,会导致树脂固化不完全,降低制品的力学性能和电性能以及耐热性能。同时制品在脱模后会继续收缩而出现翘曲现象。
7、脱模
脱模通常是靠顶(出)杆来完成的,带有成型杆或某些嵌件的制品应先用专门的工具将成型杆等拧脱,而后再进行脱模。
8、清理模具
由于模压时可能在模具里留有一些残存的物料及掉入飞边,所以每次模压后必须将模具清理干净,如果模具上附着物太牢可以用铜片清理,也可用抛光剂拭刷等,清理后涂上脱模剂以便进行下一次模压。
加工碳纤维材料1000吨四柱液压机





{kind=link}
* 表示必填订购:热压碳纤维1000吨四柱液压机
最新资讯
联系我们
全国咨询热线:18306370978
邮箱:2335649786@qq.com
地址:山东省滕州市经济开发区春藤东路999号