
锻压斗齿框架式液压机设备怎么选型?
锻压斗齿框架式液压机设备怎么选型?
锻压斗齿框架式液压机锻造成型的斗齿是挖掘机上的重要部件,类似于人的牙齿,也是易损件,是由齿座和齿尖组成的组合斗齿,二者靠销轴连接。斗齿的工艺一般是铸造和锻造。其中,铸造的成本最低同时工艺水平以及斗齿质量也不如锻造。而锻造虽然成本较高但工艺水平以及斗齿质量也是最好的。
锻造成形是指对金属施加外力,使金属产生塑性变形,改变坯料的形状和尺寸,并改善其内部组织和力学性能,获得一定形状、尺寸和性能的毛坯或零件的成形加工方法。通过锻压斗齿框架式液压机锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。
热锻斗齿框架式液压机效率高
斗齿的锻造工艺,该工艺的加热采用中频感应快速加热,减少氧化皮的形成,并增加镦粗工序去除氧化皮,提高锻件表面质量。并且装有红外线测温仪和报警分选装置,有利于调整加热参数和严格控制加热温度。采用闭式复合挤压,使斗齿的成型受三向压应力,提高锻件内部质量。并且采用复合冲孔打字,减少一道工序,降低了劳动强度,提高生产效率。锻后余热处理工序充分利用了余热能源,降低生产成本。
斗齿的锻造工艺,其具有显著效果体现在:
1、平均每20秒生产1件,生产效率高,经济效果显著;
2、挤压件织纤维组织均匀连续分布,晶粒及组织细密,产品质量良好。
3、抗拉强度大于1200N/mm2 ;冲击值大于40J/mm2,良好的综合机械性能,提高产品使用寿命。
斗齿的锻造工艺,其特征在于包括以下步骤:
A、下料工序,采用精密下料,且该坯料的长度下料公差小 ;
B、加热工序,采用中频感应加热,加热温度为1100°C-1200°C,使工件表面迅速加热,减少氧化皮形成;
C、镦粗工序,所述镦粗工序中坯料长度与直径之比小于2.5 ;
B、加热工序,采用中频感应加热,加热温度为1100°C-1200°C,使工件表面迅速加热,减少氧化皮形成;
C、镦粗工序,所述镦粗工序中坯料长度与直径之比小于2.5 ;
D、闭式复合挤压工序,采用的闭式热挤压模为两层组合热套膜;
E、复合冲孔打字工序,采用自制的全液压自动控制冲孔打字机,一次自动完成冲孔和打字工序;
F、锻后余热处理工序,利用锻后热斗齿锻件余温进行淬火处理。

挖掘机斗齿锻造过程
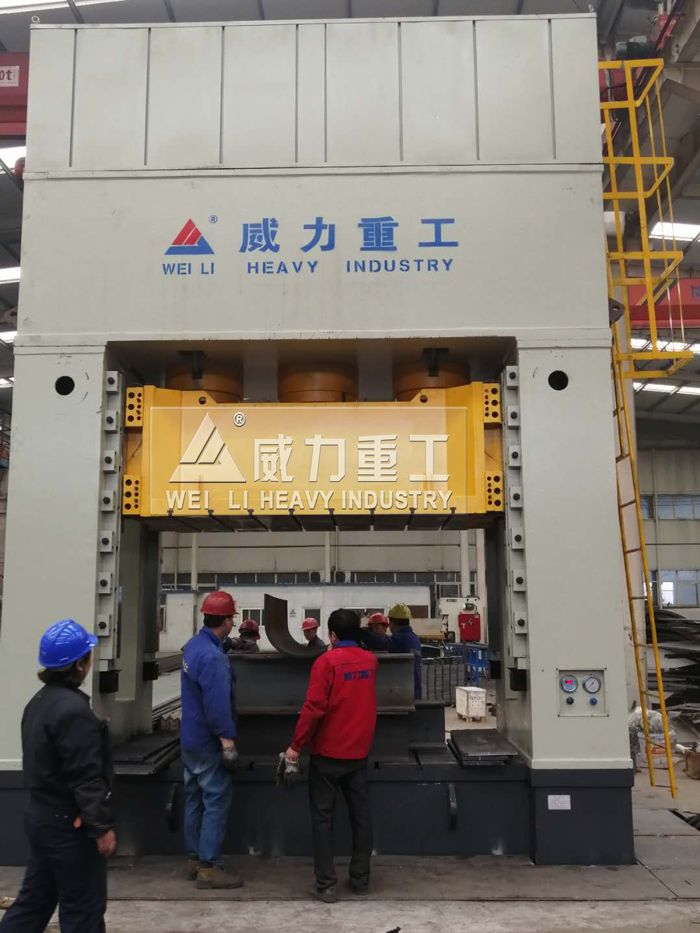
锻压斗齿框架式液压机经计算机优化设计,四柱式结构简单,经济,实用;框架式结构刚性好,精度高,抗偏载能力强;液压控制系统采用插装式集成系统,动作可靠,使用寿命长,液压冲击小,减小了连结管路与泄漏点;采用进口PLC控制的电气系统,结构紧凑,工作灵敏可靠,使用维修方便。具有调整、手动、半自动三种操作方式和定程,定压两种成型工艺规范。底梁内配有液压垫,通过操作面板选择,液压垫可以实现有顶出、无顶出和液压垫压边三种工作循环。

热锻斗齿专用框架式液压机型号齐全
E、复合冲孔打字工序,采用自制的全液压自动控制冲孔打字机,一次自动完成冲孔和打字工序;
F、锻后余热处理工序,利用锻后热斗齿锻件余温进行淬火处理。
挖掘机斗齿锻造过程
锻压斗齿框架式液压机经计算机优化设计,四柱式结构简单,经济,实用;框架式结构刚性好,精度高,抗偏载能力强;液压控制系统采用插装式集成系统,动作可靠,使用寿命长,液压冲击小,减小了连结管路与泄漏点;采用进口PLC控制的电气系统,结构紧凑,工作灵敏可靠,使用维修方便。具有调整、手动、半自动三种操作方式和定程,定压两种成型工艺规范。底梁内配有液压垫,通过操作面板选择,液压垫可以实现有顶出、无顶出和液压垫压边三种工作循环。
热锻斗齿专用框架式液压机型号齐全
锻压斗齿框架式液压机结构特点:
1、液压系统有多级超载保护、油温报警、油位报警保护等自动保护装置,电器系统采用成熟的PLC控制,能够确保设备及操作者的安全。
2、压下工作缸均采用大流量充液阀与副油箱同时供液,能够实现快速充油、补油、提升时的回油,有效地节省了短找辅助时间,提高了锻造效率。
3、设备安装有可靠的冷却循环系统,能够稳定地控制温升,保证系统安全可靠的运行。
4、滑块行程一定,每一模锻工步只需一次行程完成。金属变形在滑块一次行程中完成,坯料内外层几乎同时发生变形,因此变形深透而均匀,锻件各处的力学性能基本一致,流线分布也较均匀,有利于提高锻件的内部质量。同时也由于行程固定,因此不适合拔长河滚压等制坯工步,而只能完成断面变化不大的制坯操作;
5、使用锻造斗齿液压机进行整体锻造,并经正火处理和清除氧化皮;成品的晶粒度不低于5级;锻件无过烧、裂缝缺陷;精度高,效率快。
本文由液压机厂家整理,转载请注明来自:www.sdwlmc.com






