
新品推荐2000吨径向挤压冲压液压机
新品推荐2000吨径向挤压冲压液压机
山东威力重工生产的2000吨液压机进行径向挤压其主要特征是动模和定模构成一个圆柱状空腔,在动模和定模模腔的轴线方向,分布有2~6道挤压凸缘。在保证钢筋连接强度的条件下,采用本实用新型可使钢筋连接只用1~2次挤压便可完成,使连接速度大大提高,操作更为方便。
2000吨液压机在进行径向挤压的特点是:在挤压时,金属的流动方向与凸模的运动动方向垂直。即在挤压时,金属的流动方向是离心方向。利用径向挤压的方法,可以加工具有凸缘及凸台的轴对称零件。

径向冷挤压专用液压机
2000吨径向挤压冲压液压机结构介绍:
机械部份:
1.液压机机身机身采用三梁四柱式结构。机身的结构件由钢板焊接而成,分下横梁、立柱、滑块、上横梁、移动工作台;其中下横梁、上横梁、滑块通过立柱并通过立柱锁母构成组合架构;滑块的运动沿立柱为导向,滑块的导向孔联接耐磨复合导套。整机的设计全部采用计算机优化设计,机床的强度高、刚度好,外形美观,主要结构件采用钢板焊接结构,焊后经高温回火、随炉冷却以彻底消除焊接应力;焊缝经打磨无焊渣和流疤现象;再经抛丸处理;整体机身外观平整美观、精度高、刚性好。
2.液压机上梁、工作台、滑块等大件为钢板焊接件,材料为35#钢,经计算机优化设计满足强度和刚性方面的使用要求,采用二氧化碳气体保护焊加手工电弧焊焊接,并进行回火处理,消除内应力。
3.滑块:箱形结构的钢板焊接件,四柱导向孔处导向套材料为QT铸铁,具有良好的耐摩性和精度保持性。滑块下平面有T形槽用于安装模具。
4.上梁:箱形结构的钢板焊接件,内装有主工作油缸,上面装有充液油箱等。上梁、底梁由Q235-A优质钢板焊接而成,焊后进行消除应力的时效处理,确保设备自身结构和精度稳定性。上梁加工有主缸安装孔。底梁上平面连有移动工作台。
5.工作台:钢板焊接结构件,与上梁、滑块通过立柱连成主机。
6.油缸:液压机主油缸在上横梁沿中心线布置,油缸依靠缸体台肩及锁母紧固于上横梁孔内,主缸活塞杆下端用法兰与滑块紧固连接;油缸采用Y x型密封形式。油缸的关键密封选用抗老化和密封性好的进口材料密封圈,以减少渗漏、延长寿命。。活塞杆采用优质碳素结构整体锻钢材料,以保证材质的均匀性。活塞杆表面镀硬铬,采用45#锻钢,经正火处理后粗加工,表面硬化处理,硬度为HRC45—50。耐磨损,寿命长,经久耐用。
7.立柱:立柱采用优质锻钢,经正火处理后精加工而成,强度好,变形均匀。立柱表面经硬化处理,硬度在HRC45以上,耐磨性能良好,抗偏载能力强。
8.限位装置:位于主机机身右侧,无触点接近开关控制上下极限位置,调节上下限位开关即调节滑块上下运动位置。
9.立柱锁母:锁母材料均为45#钢锻件。立柱与锁母螺纹相配,锁紧机身。螺纹牙型采用重型锯齿螺纹。
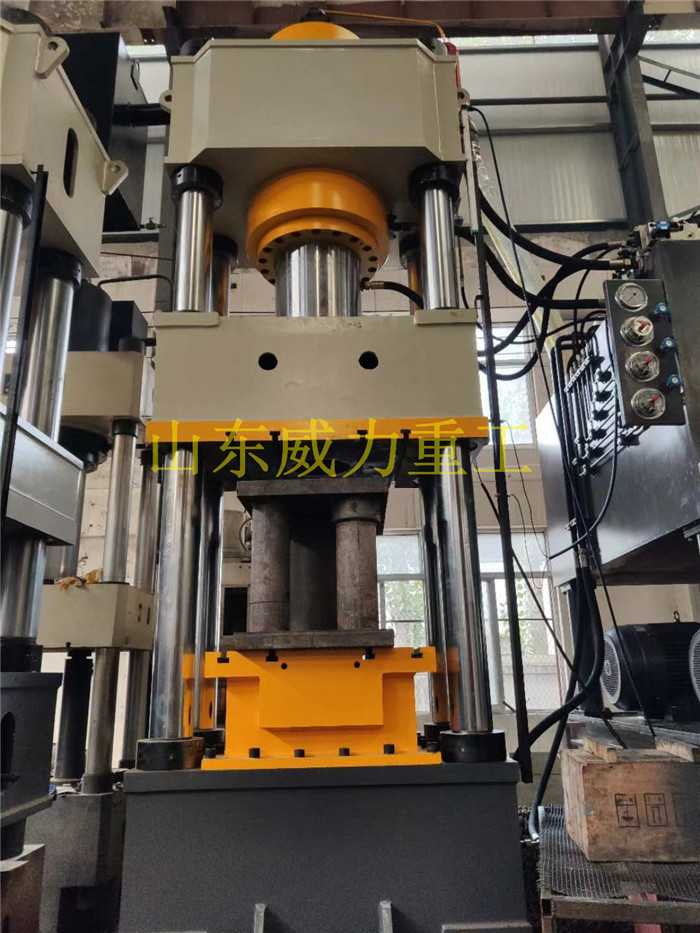
山东威力重工径向挤压液压机
液压系统:
1.液压机有独立的液压动力机构,由泵、电机、阀集成块、油箱等组成,动力机构中包括油液过滤,液位显示等多种装置。
2.液压机液压系统采用二通插装阀,具有体积小、结构紧凑、流阻小、流量大、动作灵敏、工作可靠、密封性能好、维修方便、使用寿命长等特点。
3.液压机2.4油箱为钢板焊接件,焊后进行渗漏检测合格,油箱侧面开有清洗窗口,设有油标,采用封闭结构。
4.液压机主要液压管路采用法兰连接,并设有布局合理的抗震管夹,以防止高压管道的震动和泄漏,管道安装前进行酸洗和钝化处理,以保证油液的清洁度。
5.压力表:本机使用抗震压力表,不易损坏,电接点压力表时刻显示主缸上腔压力,达到设定压力停止工作,有效起到保护作用。
6.压力安全:插装阀自身带有压力调整系统,压力超过设定值溢流回油,使系统始终保持在设定压力内,到达超压保护作用。
7.滤油器:油液通过滤油器过滤进入二通插装阀,进入A腔,更好的保持油液的清洁度。
8.冷却系统:采用水冷循环冷却装置。
电气系统:
1.电气控制系统部分采用PLC及按钮实现整个工艺的控制,电气控制系统部分可实现定程定压两种工艺方式,液压机液体工作压力、滑块行程均可根据工艺需要进行调整,并具备保压功能。
2.电源采用三相四线制,三相交流电源电压为380V,50HZ.。 控制电路为交流220V;指示灯电路电压为6.3V;电磁阀控制电源为交流220V.
3.主电路配有刀开关断路器,起到过流、短路保护;热过载保护器,起到电机过载保护。
操作系统:
1.可实现手动和半自动及自动操作方式。
2.手动:即点动,操作相应的功能按钮完成相应的动作,每按一次按钮完成相应动作的一次点动,主要用于设备调整及更换模具时。
3.半自动:按压工作按钮,完成一次工艺循环。(半自动动作也可跟据用户要求设定)
4.自动:PLC编程。
5.滑块行程由无触点接近开关控制装置调整。主缸由远程调压阀进行调压。
安全装置:
1.静止及急停按钮:发生异常时按“静止”按钮,动作停止。按“急停”按钮,包括电机停止运行。
2.电机控制部分有热保护器、断路器等装置,保护电机过载免受损坏及过流短路保护。
3.主缸下腔控制块设有防滑下落装置及安全阀。
4.超载保护:液压系统回路设有安全阀,确保压机不会超载工作。
5.超压保护:电接点压力表时刻显示主缸上腔压力,达到设定压力停止工作,有效起到超压保护作用。

山东威力重工2000吨液压机型号齐全
山东威力重工2000吨液压机挤压的三种方式对比:
挤压轴移动的方向与铝型材挤出的方向相同就是正向挤压,方向相反则是反向挤压,径向挤压,是沿半径的方向的。这三种方法可根据不同的挤压条件来选择,具体来说它们有如下的区别。
正向挤压是主流,这种挤压方法操作简单、灵活性比较强,在铝及铝合金材料成型加工中技术更成熟,所以适用更为广泛。在正向挤压时,由于铝型材胚料与挤压筒之间的滑动,会产生很大的滑动摩擦,这种摩擦在大多数情况下是不利于铝制品挤压的,因为这样会使铝制品的移动速度不恒定,从而导致铝制品的各个部分受力不均匀,挤压出来的铝型材品质不容易控制。而且摩擦产生的能量也是个很大的浪费,由于强烈的摩擦会产生热量,随着铝制品挤压与模具壁之间的的相对速度会提高,模具的耗损也会随之增高,寿命就会相应减少。
反向挤压的时候铝型材挤出的方向与挤压轴运动方向是相反的,反向挤压法主要用于各种铝合金压铸的冷挤压成型,铝合金圆管等管材与型材的热挤压成型,其中以高强度铝合金的应用相对较多。金属胚料与挤压筒壁之间在反挤压的时候不需要相对滑动,所需挤压力以及挤压能耗相对较低,因而在相同水平的设备上,反向挤压可以更大幅度让铝型材变形,或挤压变形抗力更高的合金。
径向挤压其主要特征是动模和定模构成一个圆柱状空腔,在动模和定模模腔的轴线方向,分布有2~6道挤压凸缘。在保证钢筋连接强度的条件下,采用本实用新型可使钢筋连接只用1~2次挤压便可完成,使连接速度大大提高,操作更为方便。本实用新型可广泛应用于建筑施工中变形钢筋的连接。
山东威力重工径向挤压液压机型号齐全,从100吨到10000吨液压机均可定制生产,您可以根据实际的加工需求,订购合适的液压机机型,采购请咨询:0632-5680515 18306370978(同微信)
山东威力重工径向挤压液压机型号齐全,从100吨到10000吨液压机均可定制生产,您可以根据实际的加工需求,订购合适的液压机机型,采购请咨询:0632-5680515 18306370978(同微信)
本文由液压机厂家整理,转载请注明来自:www.sdwlmc.com
下一篇:粒子钢压块液压机加工效率高 上一篇:陶瓷粉末液压机生产工艺过程






